Manufacturing


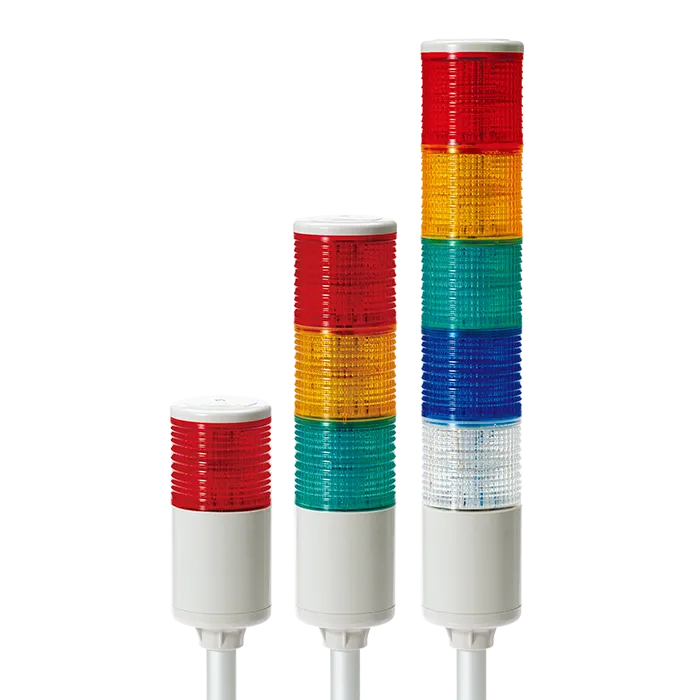
Multi-layer Signal Lights for Manufacturing
Qlight's multi-layer signal lights are designed to enhance operational efficiency and safety in manufacturing environments. With a variety of color options and LED technology, these signal lights provide clear visual communication on production status, machine operation, and emergency situations, ensuring that critical information is conveyed effectively.

Multiple Color Options:
Different signals can be easily distinguished.
High-Intensity LED Lights:
Provides maximum visibility for clear signaling.

Durable Construction:
Suitable for demanding industrial environments.

Easy Installation and Maintenance:
Simplifies setup and reduces downtime.

Importance of Signal Lighting in Manufacturing
In manufacturing environments, efficient and safe operations depend heavily on effective communication systems. Multi-layer signal lights play a critical role by providing clear and immediate visual alerts that indicate production status, machine operations, and emergency situations. These signals help prevent accidents, coordinate workflows, and ensure that all personnel are aware of the current operational state.
Inconsistent Communication:
Miscommunication between workers and machines can lead to operational delays and safety hazards.
Qlight‘s multi-layer signal lights provide clear, distinguishable signals that enhance communication and reduce the likelihood of errors.
Visibility Issues:
Poor visibility of signals in large or brightly lit facilities can cause important alerts to be missed.
Durability Concerns:
Equipment in manufacturing environments can be subjected to harsh conditions, leading to wear and tear.
 Colored
Colored

 Translucent
Translucent